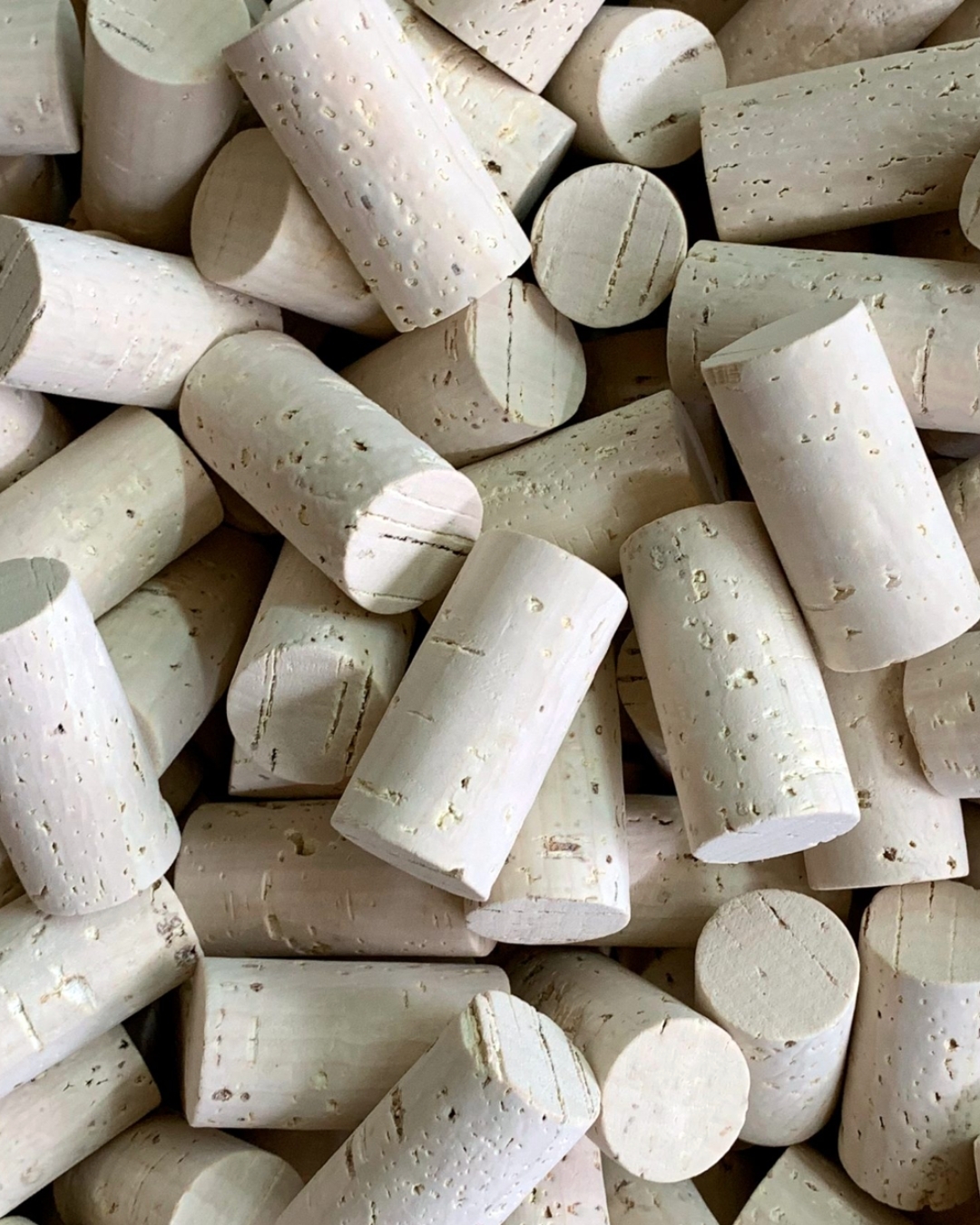
Esta operación está diseñada para separar los tapones terminados en diferentes clases, estando determinada cada clase por control automático, selección óptica, de la superficie de los tapones.
En algunos casos, la selección también se realiza mediante selección visual y manual, a través de la pericia del ojo humano.
Durante esta fase, además de definir cualidades, también se eliminan los tapones defectuosos.
En la clasificación generalizada, es común encontrar categorías definidas con los siguientes nombres, según criterios visuales: Flor; Extra; Superior; 1°, 2°, 3°, 4°, 5°.