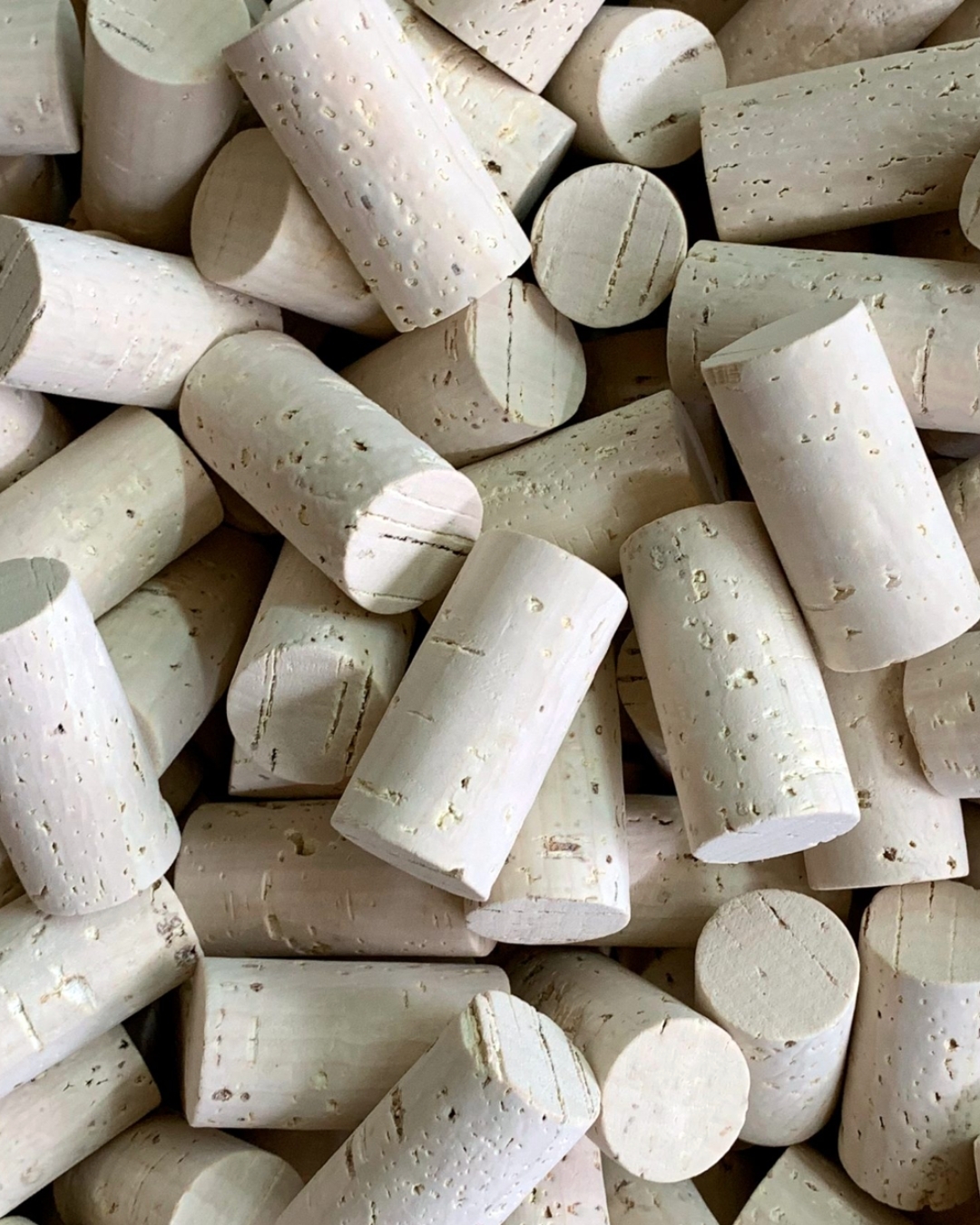
This operation designed to separate the finished stoppers into different grades, which are determined by automatic scanning of their surface.
In some cases, selection is carried out visually and manually, relying on the human eye.
During this phase, in addition to establishing quality classes, defective stoppers are eliminated.
In the generalized classification, it is common to find categories defined with the following names, according to visual criteria: Flor; Extra; Superior; 1st, 2nd, 3rd, 4th, 5th.